





If your dust collector keeps clogging, the filters aren't the villain — the design is. In almost every case we investigate, the root cause traces back to one of five mistakes: undersized air-to-cloth ratio, poor ductwork velocity, wrong filter media, a hopper that can't discharge, or pulse cleaning that isn't actually cleaning. Fix the design, and the clogging disappears.
Mistake 1: The Air-to-Cloth Ratio Is Too Aggressive
This is the single most common reason cartridges blind off in weeks instead of years. Air-to-cloth ratio (A/C) is the volume of air pushed through each square foot of filter media. Too high, and you're slamming dust into the media faster than pulse cleaning can release it.
For fine, sticky, or submicron dust — think welding fume, pharmaceutical powders, or lithium battery electrode dust — you want an A/C ratio closer to 2:1. For free-flowing granular dust like wood or grain, you can push 3.5:1 without problems. Designers often spec 4:1 or higher to save on collector size, and the customer pays for it forever in filter replacements.
For example, a battery component manufacturer we worked with was replacing cartridges every 10 weeks. The collector had been sized at 3.8:1 for a dust with a bulk density under 20 lb/ft³ and a heavy submicron fraction. Dropping the ratio to 2.2:1 by adding filter area extended cartridge life past two years. The math isn't optional — it's the foundation. Our complete guide to industrial vacuum system design walks through the calculation in detail.
Mistake 2: Duct Velocity That Drops Dust Before It Arrives
Here's a quiet killer: ducting sized for pressure drop instead of transport velocity. If air moves too slowly through the duct, dust settles inside it. Then you get blockages upstream of the collector — and the collector itself sees surges of heavy dust slugs that overwhelm the filters.
Target transport velocities depend on the dust:
- Light fumes and smoke: 2,000–2,500 ft/min
- Fine dry dust (flour, buffing): 3,000–3,500 ft/min
- Average industrial dust (grinding, wood): 3,500–4,000 ft/min
- Heavy or moist dust (metal chips, damp sawdust): 4,500+ ft/min
Oversized ducts are the usual culprit. A contractor picks a larger diameter to reduce static pressure, velocity drops below 3,000 ft/min, and six months later the horizontal runs are half-full of settled dust. Undersized branches are the opposite problem — they choke flow at capture points so the hood doesn't pull dust in at all. Either way, the collector gets blamed.
Mistake 3: The Wrong Filter Media for the Dust
Not all dust behaves the same, and neither does filter media. Use a standard spunbond polyester on oily welding fume, and it'll blind in a month because the oil soaks into the fibers and pulse cleaning can't shake it loose. Use a non-treated media on hygroscopic dust like sugar or certain chemicals, and a humid day turns your cartridges into concrete.
Match the media to the dust:
- PTFE membrane: submicron, sticky, or moist dust — surface loading means pulses release the cake cleanly
- Nanofiber: fine metallic dust, welding fume, pharma — high efficiency at low pressure drop
- Antistatic/conductive: mandatory for combustible dust (you don't want an ignition source inside the collector)
- Oleophobic coating: oil mist or fume with oily carryover
This is especially critical in industries where dust properties change seasonally or by process. A practical deep dive on this is in our article on how pulse jet cleaning works inside a dust collector — media choice and cleaning performance are directly linked.

Mistake 4: A Hopper That Can't Actually Discharge
Dust collectors aren't storage tanks. But plenty of installations treat them that way. If the hopper can't discharge continuously — or the discharge point is undersized, poorly angled, or relies on a jammed rotary valve — dust stacks up, reaches the filter bags or cartridges, and chokes the bottom third of your filter area. Pulse cleaning then just blows dust into more dust.
Three design failures we see repeatedly:
- Hopper slope under 60°: Fine cohesive dusts bridge instead of flowing. Sixty degrees is the practical minimum; 70° is safer for anything sticky.
- Undersized or absent discharge device: A rotary airlock has to move as much dust as the collector pulls in. If yours trips on overload, it's too small.
- Manual drum collection left full: Operators forget to empty it, dust backs up into the hopper, filters blind from below.
A food-ingredient plant we supported had chronic filter blinding every Monday morning. Root cause? The drum filled Friday afternoon and sat over the weekend while the collector kept running. A level sensor and larger drum solved a problem that three filter changes hadn't.

Mistake 5: Pulse Cleaning That Isn't Really Cleaning
Pulse jet systems look simple — a burst of compressed air flexes the filter and knocks dust off the surface. When they fail, it's usually invisible until filters are already blinded. The most frequent culprits:
- Compressed air pressure too low: You need 90–100 psi at the tank. Shared plant air dropping to 70 psi during peak use means your pulse barely ripples the media.
- Wet, oily compressed air: Moisture and oil coat the filter from the inside out. Install a refrigerated dryer and coalescing filter on the collector's air supply — not optional.
- Cleaning on a fixed timer instead of differential pressure: Timer-based cleaning either over-cleans (wearing out media) or under-cleans (letting cake build up). On-demand cleaning triggered by ΔP keeps filters stable around 2–4 inWG.
- Diaphragm valves leaking: A valve that doesn't fully close bleeds air continuously and never delivers a real pulse.
Check valve function with a simple diagnostic: watch the differential pressure gauge during a cleaning cycle. A healthy pulse drops ΔP by 0.5–1.5 inWG instantly. No drop? No cleaning.
How to Diagnose Which Mistake Is Yours
Before you swap filters or call a vendor, run this quick diagnostic sequence:
- Log differential pressure for one week. A steadily climbing ΔP that never recovers points to cleaning failure or wrong media. A ΔP that spikes during production and drops during idle points to sizing or duct velocity.
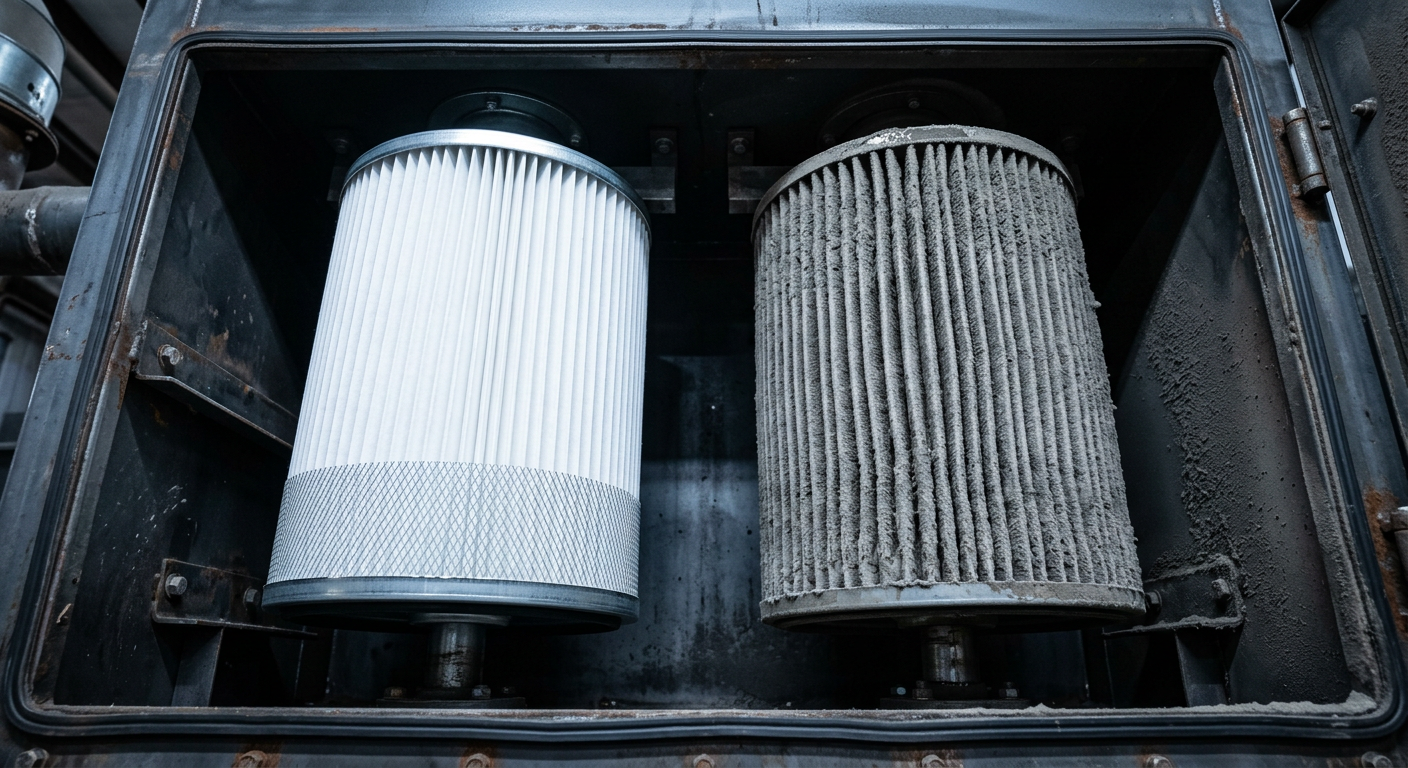
- Open the collector cold. Look at the filters. Even cake? Sizing issue. Dust stuck in pleats? Media issue. Dust piled in the hopper? Discharge issue. Oily residue? Compressed air or process issue.
- Measure duct velocity at two or three points with a pitot tube. Anything under your target velocity is a problem, full stop.
- Check compressed air pressure at the header during a pulse, not at the plant compressor. You'll often find a 20–30 psi drop you didn't know existed.
Ninety percent of chronic clogging problems fall into one or two of these buckets. The other ten percent usually involve process changes — a new material, a higher throughput, or a humidity shift — that pushed a borderline design over the edge. Our piece on maximizing dust collection efficiency covers the full audit framework.

When Clogging Becomes a Safety Problem
Chronic clogging isn't just a maintenance headache — it's a risk indicator. Blinded filters raise static pressure, which forces fans harder, which increases internal velocities, which can re-entrain dust and, in combustible-dust applications, create the exact conditions that feed deflagrations. A clogged collector running hot on a combustible dust is a ticking clock.
If you're handling metals, sugars, organic dusts, plastics, or battery materials, clogging symptoms should trigger an explosion-protection review too. Check that isolation valves, venting, and suppression are still rated correctly for current operating pressures. Our overview of explosion suppression testing and the article on explosion isolation valves explain what to look for.
Fixing It Right the First Time
Here's the honest truth: most clogging problems can't be solved by changing filters to a “better” brand. If the collector is undersized, the ducts are wrong, or the hopper can't discharge, premium filters will just fail more expensively. Real fixes usually involve one or more of these:
- Recalculating A/C ratio and adding filter area (often by adding a module or upgrading to higher-efficiency media)
- Re-ducting branches to hit proper transport velocity
- Switching to PTFE or nanofiber media matched to the actual dust
- Replacing or resizing the discharge device and adding level sensing
- Upgrading compressed air supply and moving to on-demand pulse cleaning
If you're fighting the same clogging problem every quarter, it's worth getting a second set of eyes on the design rather than continuing to buy filters. Villotech engineers design, retrofit, and troubleshoot dust collection systems across welding, battery, pharmaceutical, food, and semiconductor facilities — reach out through our solutions page and we'll help you pinpoint which of the five mistakes is costing you uptime.

